Вход в личный кабинет
Если Вы незарегистрированы на портале, то можете сделать это бесплатно. После регистрации Вы получите доступ в личный кабинет.
РегистрацияСтатьи компаний
Цепная или канатная таль: что лучше для вашего производства
Конвейерные роликоопоры: назначение, конструкция и основные виды
Долбежные станки по металлу как инструмент точной геометрии деталей
ERP-система для металлообработки в 2026 году: зачем производству единая цифровая среда
Природный минерал Рутил с уникальными свойствами: области использования
Пути интенсификации работы ребойлеров
« к списку статей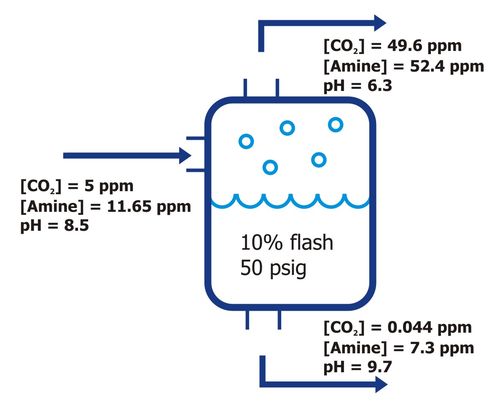
21.08.2013 Инженерные решения от Spirax Sarco
Есть несколько причин, для проведения данного анализа:
• значительный перерасход пара относительно нормативных и расчётных показателей,
• частые ремонты трубных пучков ребойлеров,
• избыточный износ регулирующей арматуры.
С данной точки зрения показательными являются установки ГФУ, в частности ребойлеры (кипятильники) пропановой и бутановых колонн, теплоносителем для которых является пар низкого давления (≤3-4 ати), часто называемый на отечественных предприятиях “мятым паром”.
В качестве теплоносителя в большинстве случаев используется, как уже отмечалось выше, пар низких параметров, полученный в результате применения емкостей-отделителей пара вторичного вскипания. Целесообразность использования подобных емкостей не вызывает сомнения, это классическое применение, которое позволяет добиться значительной экономии пара. Но данное решение не может являться универсальным по причине кардинального изменения химических свойств пара вторичного вскипания относительно исходного высокотемпературного конденсата. На рис. 1 наглядно продемонстрированы изменения концентраций диоксида углерода, амина, а также изменение pH в отделителе пара вторичного вскипания, рассчитанного при Pраб=3,5 ати (50 psig) и массовой доли пара вторичного вскипания 10% от расхода конденсата.
Данный пример отделения пара вторичного вскипания из высокотемпературного конденсата с параметрами Pраб= 10-13 ати и Tраб=184-195°С можно рассматривать как типичный для большинства предприятий нефтепереработки.
Рисунок 1.
Влияние концентрации диоксида углерода и амина для теплообменников фазового перехода, работающих при малых логарифмических разностях температур, оказывает критическое воздействие. Увеличение концентрации диоксида углерода с 5 ppm до 49,6 ppm увеличивает скорость коррозии в 2,3 раза.
Таким образом, для увеличения срока службы ребойлеров применение прямого редуцирования давления пара видится более оправданным, поскольку при прямом редуцировании изменения химического состава не происходит.
Существует три основные причины перерасхода теплоносителя:
• образование в теплообменнике “точки застоя”,
• значительная концентрация в паре воздуха и других неконденсирующихся газов,
• отсутствие или неверно подобранный узел конденсатоотвода.
“Точка застоя” – эффект, возникающий в теплообменном аппарате при отсутствии достаточной разности давлений в паровом пространстве и конденсатной линии. Следствием данного эффекта является частичное или полное затопление поверхности эффективного теплообмена с паровой стороны конденсатом и, учитывая качественную разницу в коэффициентах теплопередачи, Kst пар-испаряемая среда и Kcond - конденсат-испаряемая среда, приводит к разбалансированию системы регулирования и перерасходу теплоносителя.
Расчёты, проведённые нашей компанией (http://www.spiraxsarco.com/ru), позволяют сделать следующий вывод:10% затопления приводят к 7-8% перерасхода пара. Данная зависимость оказывается верна как для насыщенного пара, так и для перегретого. Кроме этого, подтопление парового пространства теплообменника может привести к гидравлическим ударам и как следствие выходу теплообменника из строя.
Статья опубликована от компании: Инженерные решения от Spirax Sarco
Ещё анонсы и статьи
23.06.2026 SteelSite.ru
Цепная или канатная таль: что лучше для вашего производстваПри обустройстве цеха, мастерской или склада всегда встает вопрос: какое подъемное оборудование купить, чтобы не переплатить и при этом решать все задачи? Главный выбор обычно идет между двумя типами...
Читать далее »19.06.2026 SteelSite.ru
Конвейерные роликоопоры: назначение, конструкция и основные видыКонвейерные роликоопоры — это элементы ленточного транспортёра, которые поддерживают и направляют конвейерную ленту, помогают ей сохранять рабочую форму и снижают сопротивление движению. От состояния...
Читать далее »18.06.2026 ESAB
Доступный шаг к автоматизации сварочного производства: компания ESAB представила новый трактор WAT1 в Центральной АзииНа фоне модернизации промышленности Центральной Азии возрастает спрос на решения, которые помогают не только наращивать мощности, но и стабилизировать качество производственных операций. В горнодобыва...
Читать далее »09.06.2026 SteelSite.ru
Долбежные станки по металлу как инструмент точной геометрии деталейВ металлообработке есть задачи, которые невозможно решить универсальным оборудованием. Когда требуется формирование внутренних пазов, шлицев или сложных профилей, на первый план выходят долбежные стан...
Читать далее »09.06.2026 SteelSite.ru
ERP-система для металлообработки в 2026 году: зачем производству единая цифровая средаМеталлообработка относится к тем видам производства, где ошибка в планировании, учете материалов или расчете сроков быстро отражается на себестоимости и загрузке цеха. В одном заказе могут быть задейс...
Читать далее »Copyright © 2009-2026 SteelSite.ru - Металлургический портал, оборудование для обработки металлов, металлургическая продукция.
